REQUEST A QUOTE
Interested in our products or services?
Leave us a message and our specialists will respond quickly with the best solution and quotation for your needs.

That doesn’t sound right. But it happens on real IMD lines.
A group chat of industry people quickly pointed to one often ignored part: the cooling zone of the drying oven.
After baking, the film enters the cooling zone. If the airflow design is bad, heat can’t escape. The surface feels cool, but heat stays inside. When you stack the films, heat builds up and they stick together.
That’s false cooling.
Simple definition : The surface is cool, but the core is still hot enough to soften. Stacking makes it stick.
Here’s a two-day test record from an engineer on the line. It shows: Find problem → Fix it → See result.
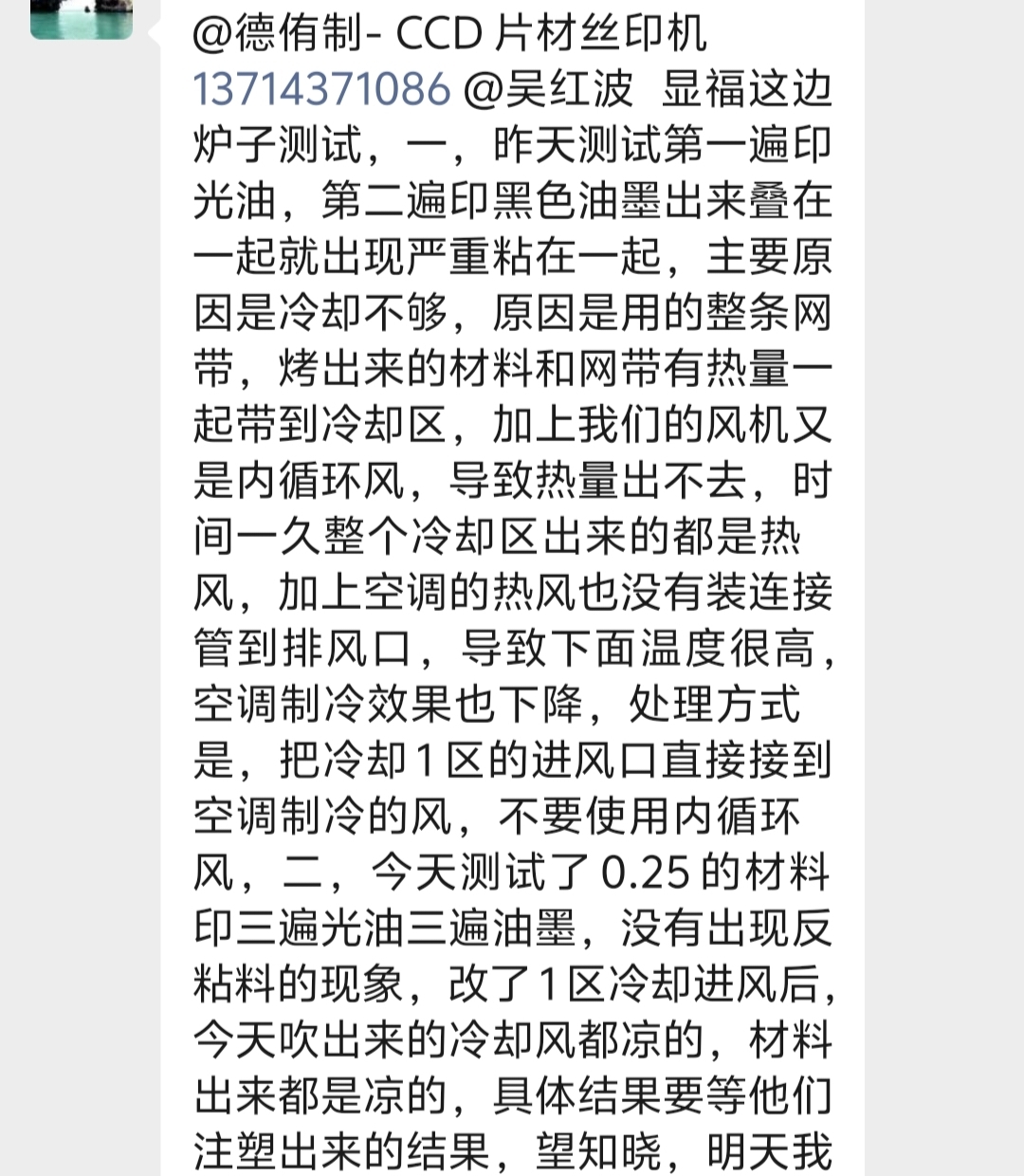 Figure: Li Xinguo’s oven test – before & after cooling zone change
Figure: Li Xinguo’s oven test – before & after cooling zone change
Day 1 : Printed primer + black ink. Stacked together – serious sticking. Why? The whole mesh belt carried heat into the cooling zone. The fan only circulated hot air inside. The A/C hot air had no pipe to the exhaust.
Fix : Connect cooling zone 1 air intake directly to A/C cooling air. Stop internal circulation.
Day 2 : Tested 0.25 material – three layers of primer, three of ink. No sticking. Cooling air was cold. Films came out cold. Still waiting for injection molding results.
Way | What it means | Who pays the cost |
Racking trays | Lay each film flat – takes space and time | Customer adds floor space and labor |
Direct cooling | Fix the air intake at the equipment side | Customer pays nothing extra |
The real question: Who bears the cost?
“Feeling non sticky right out of the oven is only the pass line. Surviving injection molding – that’s the real pass.”
The printed film is only a semi product. Injection molding uses high heat, high pressure, and molten plastic – it will blow up any hidden defect from printing (ink washout, blisters, bad adhesion). The engineer in the chat said “waiting for molding results” – that’s the right attitude.
We make sure printing accuracy and the drying/cooling system work together – to give the customer a film that’s ready for injection molding.
A good equipment solution doesn’t just fix today’s problem. It doesn’t create tomorrow’s problem for the customer.
This is based on a group chat and common industry knowledge. Corrections welcome.
Related equipment : CCD screen printer (±0.02mm) / IMD drying oven
[Contact us] | [Products]
Same on the sales side – we don’t push customers into buying something they don’t need.
Related Case Study
🤝 A Conversation That Didn’t End in a Sale
We walked away from an immediate order because the solution wasn’t right for the prospect. A reminder that a good equipment partnership is not about pushing a sale — it’s about getting it right.